紫外皮秒激光器對mm厚度材料常規鉆孔
2019-01-15 10:32:04
紫外皮秒激光器對mm厚度材
詳細介紹
本案例展示加工一鐘長(cháng)寬比近200的微孔!
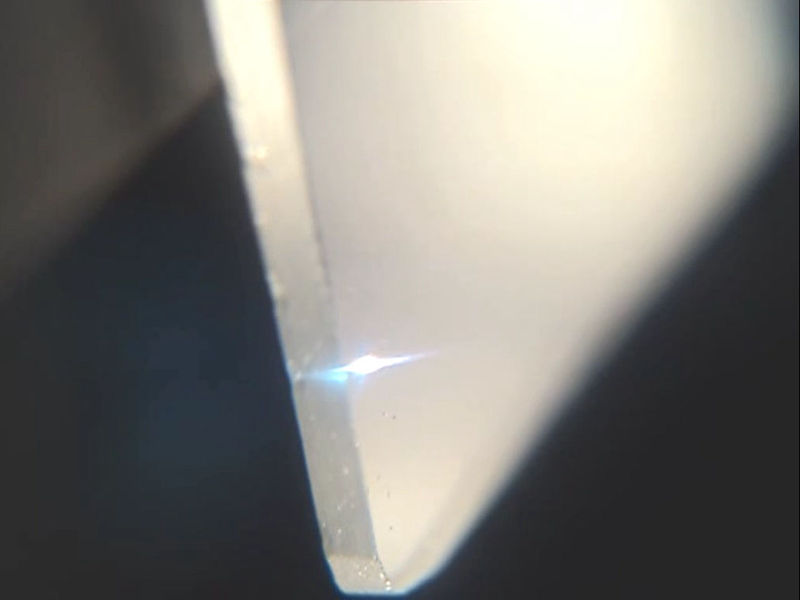
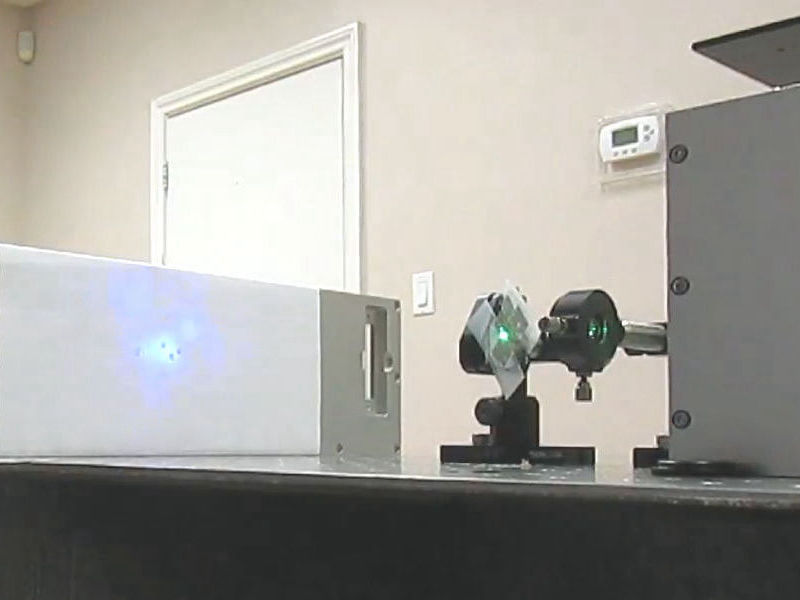
這是一個(gè)最小直徑為10微米(或更小)的開(kāi)口,一直穿過(guò)1.8mm厚的金屬和介電材料的異質(zhì)“夾層”。使用紫外皮秒激光器可以實(shí)現這一點(diǎn)。但請注意,本次未使用任何特殊的高能量激光加工設備,而是采用標準的常規加工方法。在這種情況下(請參見(jiàn)圖片),一個(gè)6 ps/266 nm(FHG)的紫外皮秒激光器,每個(gè)脈沖只有30uJ的能量,以400 Hz的重復頻率打向目標,每個(gè)微孔鉆孔時(shí)間約2分鐘。為了使加工過(guò)程盡可能簡(jiǎn)單,我們沒(méi)有使用特殊的鉆孔技術(shù),如深度掃描或特殊鉆孔技術(shù)。
采用Passat現成的266nm紫外皮秒激光器在Cu覆層Teflon樣品中鉆出高縱橫比的微孔。
這些孔是通過(guò)CuFlon鉆孔的,這是一種由Polyflon(一家Crane Co.公司)生產(chǎn)的銅包覆Teflon層壓板。使用的實(shí)際樣品如上圖(插圖)所示,其中放大了顯示區域。在圖中,當樣品在顯微鏡下背光時(shí),微通孔直徑比較明顯。
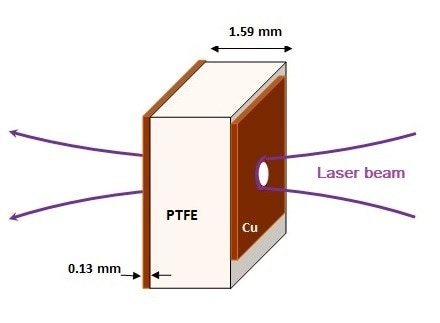
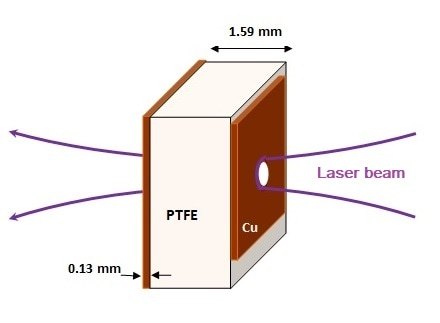
層壓板樣品在1/16英寸厚的Teflon基板的兩側具有127um厚的Cu層。
每2分鐘后,樣品橫向移動(dòng)并沿著(zhù)光束路徑移動(dòng),掃描聚焦光束的腰部。光束輕輕聚焦,f /#約為20(焦距為60 mm)。
觀(guān)察到的孔直徑在25um到小于10um之間變化,這取決于光束聚焦腰部和大部分材料之間的重疊程度。由于材料比光束的焦深深幾倍,所以孔沿其長(cháng)度具有輕微的錐形輪廓。在這種簡(jiǎn)單的加工配置中,沒(méi)有特別注意減少熱影響區(HAZ),但由于使用超短脈沖,熱影響區相對較小。
可以將這個(gè)簡(jiǎn)單的演示推斷為激光器以其全部能量(266nm/100uJ)集成在3軸或甚至5軸CNC數控系統中,類(lèi)似系統有可能應用于精密激光微加工。
>> 紫外皮秒激光器